

どうもー、ナカケンです!
今回のテーマはずばり!
溶接欠陥補修RT検査編
通称レントゲンの補修方法について解説していきます。
この記事を読めばレントゲンの欠陥の、補修方法がわかる!
ちなみに私ナカケンは先日133枚中NG1枚という結果だった。誰も褒めてくれないからサラッと書いておく笑
レントゲン検査とは?
まずはレントゲン検査の概要から。
通称RT、X線、レントゲンなどと言われる恐ろしい非破壊検査であることはご存知だと思う。
もちろん溶接箇所は完全溶込み溶接、フルペネである。
主に圧力容器、タンク、高圧配管などのフルペネ部の検査に用いられる。
球形タンクなんかはRT100、つまり全線レントゲンなので一切手を抜けない。
まー、あんなタンクに欠陥あってそれが原因で爆発なんてしたら大問題ですからね。
物によっては全溶接線の5%だったり20%だったり様々である。
事前に確認しましょう。
基本的にフルペネ部は全線無欠陥が大原則やからそのつもりで溶接しよう。
たまに撮らないところ手抜きする人いますけど絶対ダメよ。
レントゲンの原理
原理はこんな感じ。
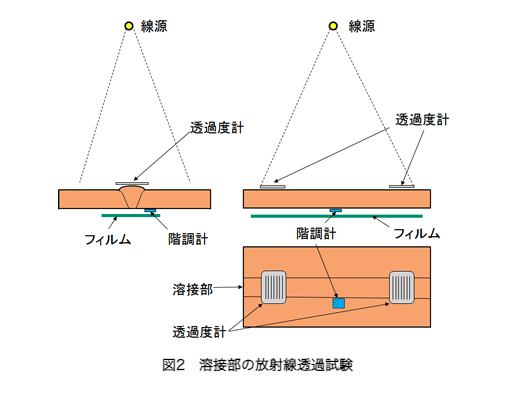
要は病院で撮るレントゲンみたいなもんである。
場所はわかるけど深さがわからないのが大きな特徴といえよう。
また、フィルムに欠陥が写るので言い逃れもできない。板厚が薄いほど鮮明に写るのも困ったもんである。
検査にも少し時間がかかる。一枚撮って現像、判定まで2、3時間はかかる。
再検査にも時間がかかるというわけだ。
判定基準
2類以上を、合格とする
というのがよくあるパターンではなかろうか?
2類ってなんやねん?
と思うだろうが、まー少しの欠陥くらいは合格にしてあげる。
あ、でも割れとか融合不良や集中ブローはダメよ!という感じである。
1ミリくらいのブローが入ってても合格なのだ。
判定基準は規格に準じているので事前に確認しておこう。
まー、検査屋さんが判定するので知らなくても不都合はないが知ってて損はない。
1類に越したことはないが、まー、2類でオッケーなら合格は合格である。
傷の種類によっては稀に客先と協議になったりもするので極力無欠陥を、目指しましょう。
補修方法
基本的な流れは欠陥除去、再溶接、検査という流れになります。
キズの場所の特定
残念ながら不合格と判定された場合、検査屋さんが白い紙を持ってこっちに向かって歩いてくる。
あのなんとも言えない空気感はほんと嫌になります。
たまにドッキリ仕掛ける検査屋さんも、いるので要注意笑
このスケッチされた紙に欠陥の場所が書いてあるのだ。

これを実物と照らし合わせてマーキングする。
検査屋さんが書いてくれてる場合もあるが、絶対自分で確認しよう!
マーキングが、ズレてることほどあほらしいことはない!
場所の特定が終わったらキズ掘をするのだが、レントゲンの困ったところは欠陥の深さがわからない点である。
内面から掘るか、外面から掘るかは自分で判断しなければいけない。
本当に厄介である。まー、なんとなく心当たりがあればそちらから掘ればいいだろう。
キズ掘
キズ掘だが板厚が6ミリ程度であれば、グラインダーでもいいと思う。基本的にはガウジングを推奨する。
配管の裏波溶接とかは別よ。この辺は専門外なのでよくわかりません。
レントゲンの不合格欠陥の特徴だが、キズ掘すると大体わかるはずである。
一気に掘らんで少しずつ、確認しながら掘るようにしよう!
一気に掘ると勢い余って貫通します。
L/2検のUTとかで不合格だと、掘ってもわからんことが結構ありますがこの辺は検査方法の特性にもよります。
このツイートにてL/2検物件について軽いディスカッションが行われた。参考になるかもしれない。
また機会があれば詳しく解説したいと思う。
補修溶接
キズ掘終わったら、溶接するわけだが、補修溶接というのはなかなか奥が深い。
やらかすとドツボにハマることもよくあるので本当に慎重にやった方がいい。
慎重にやると、言ってもやたらめったらビカビカに磨きながらやるとかではなく、基本的なルールは押さえよう!ということだ。
アークを出す前に今一度確認!
- キズはちゃんとほれているか?
- 掘った後の形状はいいか?
キズはちゃんと掘れているか?
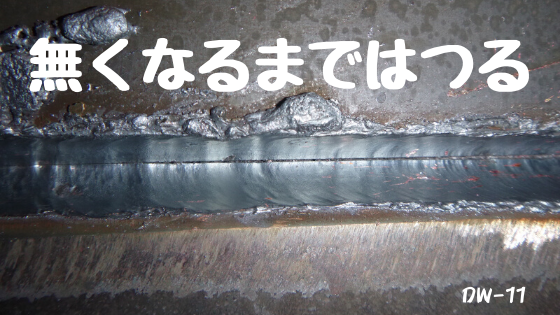
これは裏はつり中の写真だが、掘りながら欠陥が見えたのならほぼほぼ間違いないだろう。
掘る際の注意事項として、マーキング位置より10ミリずつくらい広めに掘ることを、推奨する。
意外とこの辺にまだ欠陥がおったりするんですよ。
んで、再撮影で不合格欠陥とか言われたり。
なんでやねん!
って言いたくなるんですけどしょうがないんです。
フィルムに写ってるからどうしようもない。
何で、
少し広めに、少し深めに追い込んで掘る!
っつうのが2次欠陥を出さないようにする大原則ではないかと個人的には思っております。
いや、溶接量増えるから入熱がどーたらとかいう輩がいますが、二次欠陥出たらマジで意味ないですからねー。
まずは不合格欠陥を出さないようにすることが最優先事項なのであります。
掘った後の形状はいいか?
これはものすごく大事!
何度も言ってるよね?
裏はつり後の、形状はU字にすること!
ガウジングで掘るのを推奨するのはここにあるのだ!
グラインダーで掘ると開先の形状がどうしても鋭角になってしまうので溶け込み不良の原因になりやすい。
ティグで、埋めるならグラインダーで掘るのはアリだとは思うが。
半自動で埋めるならガウジングで掘った方がいいと個人的には思います。
もし、板厚薄くて、欠陥長さが50ミリくらいまでだったら、グラインダーで掘ってティグで埋めるのは全然ありだと思う。
そっちが結果早いことはまーある。
欠陥の種類にもよるが、連続的に入っているなら、そのシームの溶接は限りなく怪しいのでグラインダーで掘ってもラチがあかないことも多い。
追っていくとボロボロ出てくるパターンである。
とにかく補修溶接はケースバイケースなので、臨機応変に対応することが大事だ!こればかりは自分なりの感どころを見つけて経験を積むしかないと思う。
溶接の要領
キズ掘が問題なかったらいよいよ溶接である。
欠陥が、出ていることで周りの視線が痛いかもしれないが、頑張るしかない!
一発で決めよう!
要領だが、これはけっこう個人差があるのかもしれない。何が正解かはよくわからないが、補修した結果欠陥がなければこれが正解だと言えよう。
溶接のスタート、終わりは慎重に
溶接の始端と終端に欠陥が、入りやすいのは皆さん知っているだろう。そのためにエンドタブをつけたりして溶接の始端と終端がタブ上にくるように処理するのだが、補修溶接の場合穴埋めみたいになるので、エンドタブは使えない。
溶接のやり方としては補修溶接の場合、2パターンある。
- フラックス入りワイヤでいつも通り多層、多パスでやるパターン。
- ソリッドワイヤーでグルグル渦を巻きながら一発で上がるパターン。
これは傷の長さ、すなわち掘った後の溶接線の長さで使い分ければいいと思う。
溶接線が長さ50ミリ程度で傷深さが10ミリ以上であればソリッドワイヤーでグルグル巻いた方が個人的には好きである。まー、ケースバイケースですけど。
考え方としては溶接のスタートと、終わりの回数をなるべく減らしたい訳である。
すなわち、一気に盛るということになる。入熱的にはあまりよくないが、欠陥を入れるよりは遥かにマシである。
なんで、鋼管の周継手だと上り気味で溶接した方が一気に肉を盛れるので効率がいいのだ。
溶接長さが50ミリと、溶接長さが300くらいでも、始端、終端の、処理の回数は変わらない。それに、その短い範囲で何回も多層でやると、なんか欠陥入りそうで嫌なのです。いや、そんなことないかもけどなんとなく嫌なのよ。
スタートと終わりは慎重に
掘った後の開先内部でアークをスタートすることになると思うが、慎重にスタートはやろう。
俗に言うバックステップとかいう方法である。
スタートも、大事だが、終わりも大事だ!
クレーター処理は確実に!あんまり適当にやるとクレータが割れたりするので要注意!
キズが浅くて、一発で上がりそうな場合は、スタートと終わりを元あったビードの上からやるのがいい。
そうすると開先内部に始端と終端が来ないのでそこの部分での欠陥の発生は抑えることができる。
傷の始まりで下進になるので溶融金属が先行しないように気をつけよう。
溶接が終わったら冷えるまで待って再撮影である。まー後は祈るしかない。
小一時間くらいかかるので待つしかない。
合格だったらOK!
片づけてさっさと帰ろう。
もし不合格だった場合、また、キズ掘り、補修溶接、再撮影の、プロセスを踏むことになる。
帰れま10状態になってしまう。
しかし、欠陥がなくなるまでこの作業は終わらない。
また明日となることもまーあるが、ギリギリで工程を組まれているとこの遅れはかなり致命的である。下手したら午前様になることもある。
地獄絵図や
個人的には補修溶接2回やってダメやったら他の人に変わってもらった方がいいと思う。
人間追い込まれるとやっぱ余裕が無くなってドツボにハマってしまう。
自分もそうやったし、そんなヤツは何人も見てきた。
素直に負けを認めて、代打を出した方が全体で見れば結果いいことが多い。
個人の意地やプライドはへのつっぱりにもならない。物事は、広い目で見ることが大事だ。
まとめ
以上レントゲンの補修溶接に、ついてお伝えした。
まず、欠陥を入れないということが大原則になるが、出たら直すしかない。
基本に忠実にやれば何とかなると思う。
補修溶接は本当に経験が物を言う。個人差はあるけど、色んなやり方もある。
自分一人であーだこーだ考えてもラチがあかない。
出さない人、一発で決める人は自分なりの勘所を持っている。
もう出来る人に聞いた方が早いよほんと!
バリバリの、人もやっぱ少なからず地獄を見てきたと思う。
そういう人はやっぱ強い。
失敗を、することは何も悪いことじゃない。そこから何も学ばうとしないのがダメなのだ!
- 欠陥なんて出る時は出る。
- 出たら直す。
- なぜ出たか?なぜうまくいったか?
一つ一つ考察していけばそれが自分の経験になり、蓄積されていく。
それは何よりの財産になるはずだ。
恐れずに挑戦してほしい。
レントゲンにビビる溶接工の助けになれば幸いである。
最後まで読んでいただきありがとうございました。


コメント
ガウジングで貫通した場合、もしくははつりすぎで板厚がない場合どうしますか?
ガウジングで貫通した場合どう補修しますか?
ありさんコメありがとうございます!
合わせて回答させていただきます。
貫通した場合ですが、
1.セラミックの裏当てを使う方法。
2.ティグで裏波を出す方法
3.掘った側から切り盛りで埋め、裏から再度はつり溶接する方法
になるかと思います。掘りすぎて板厚がない場合も同様のやり方でいいのではないでしょうか。
一番楽なのは裏当てを使う方法ではないでしょうか。
参考になれば幸いです!
分かりにくければ再度コメントいただければできる範囲で回答させていただきます!