

今回はSA-3Vの攻略法について詳しく解説するでー
初めて受験する人は参考になるはず!
画像多めでお送りします
いわゆるJIS試験厚板立向溶接試験裏当てありについて解説します。
積層、パス数、電流、電圧についても詳しく解説していきます。ではいきましょう。
溶接試験片、溶接条件、溶接材料
まずはざっくりと概要から
条件だけでも見ていってくれ
試験片
まずテストピースから。
- 開先角度 60〜70度
- ルートフェイス 0ミリ
- ルートギャップ 4ミリ
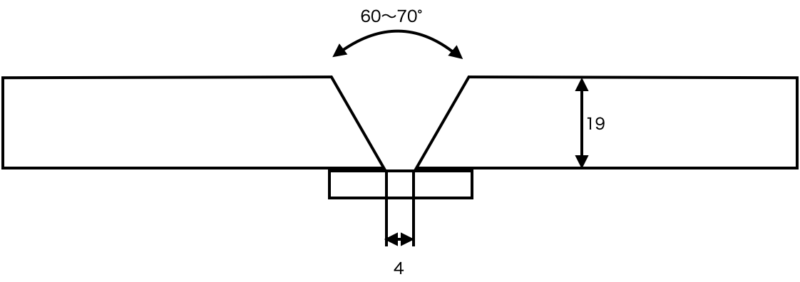
多少の好みはあるでしょうが、一般的にはこのくらいが標準ではないでしょうか?
試験片は本番のやつは支給されると思うのでそれと同じ角度で練習用は作りましょう。
溶接条件
溶接条件と積層です。


SA-3V 積層例
まーこんな感じですね。ちなみに電流、電圧はフルデジタル溶接機を使った場合の値です。
私はこの値を基本にしています。
電流は±20Aくらいの範囲で
電圧は一元化でお好みで微調整
私は180A,23.6Vくらいでやってます
仕上げだけ少し下げてます
後で詳しく解説していきましょう。
溶接材料
使用ワイヤーはフラックス入りワイヤーがよいかと。日鉄か神戸使っときゃ間違いないです。
私はDW-Z100使ってます。
ソリッドワイヤーはね、立向上進は少し難しいです。慣れればいけますけどやっぱ垂れやすいです。
まー、いつも使ってるワイヤーが安心!
試験片の作り方
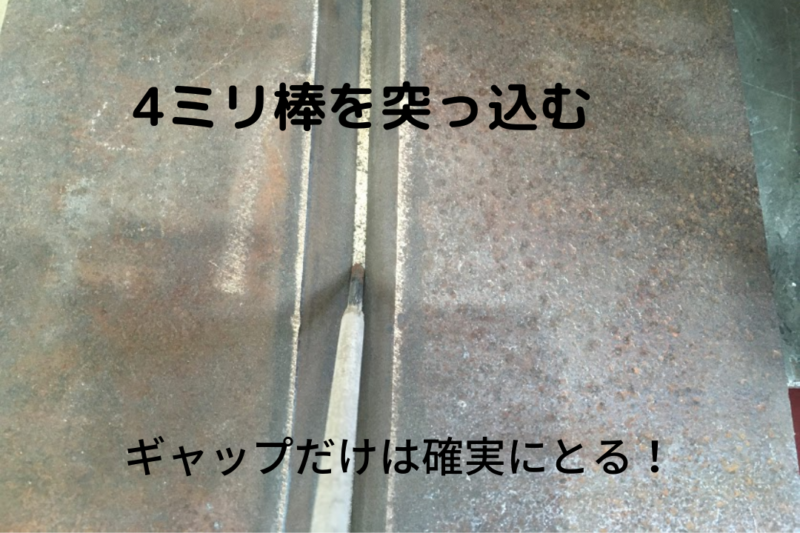
テストピースの作り方ですけどギャップだけはきちんととりましょう!
ルートギャップの調整の仕方ですが、白ガラス2枚を間に挟んだり、アークの4ミリ棒を挟んだりして仮付していきます。
広すぎると溶接が大変ですし、狭すぎると溶け込みが悪くなります。
仮付けは確実に行いましょう。
この際逆ひずみを取るようにしましょう。厚板なので入熱が大きく角変形が大きくなるためです。変形しすぎたらその時点で不合格になります。
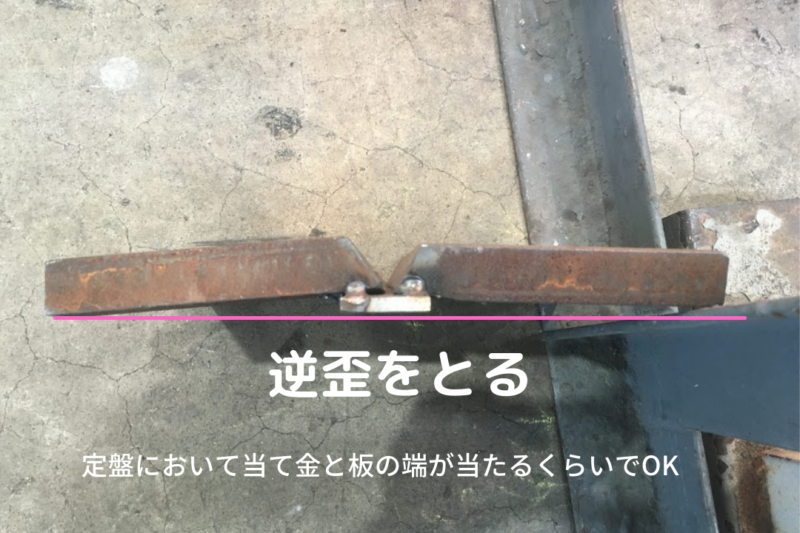
試験場によってはガッチリ拘束できるジグがある場合もありますが、取っておいた方が無難です。
本溶接
それじゃー実際の溶接を解説していくで
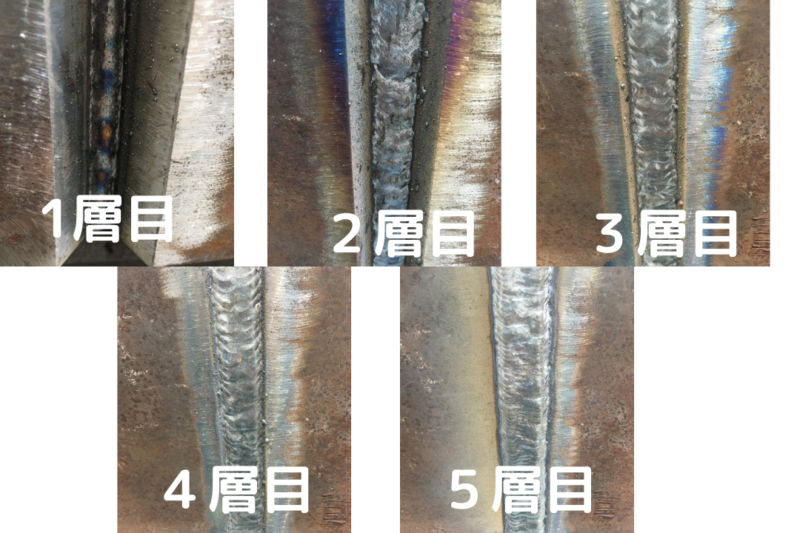
SA-3Vの試験は5層で仕上げる!
ポイントさえ押さえれば絶対合格できるはず!
トーチの角度
まずは基本のトーチの角度を解説!
ここ重要やでー!
- 左右方向は直角
- 進行方向に対しては±10°くらい
- 上向け過ぎはブロー入りやすいのでダメ
- 後半トーチが上向きがちなので一定の角度を保つよう意識する

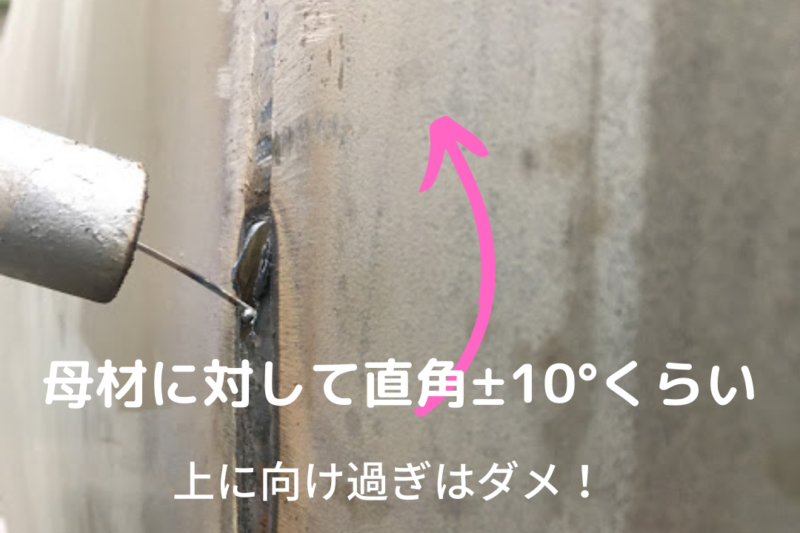
基本母材に対して直角
進行方向に対しては上を向けすぎないことがポイント
極端に上を向けると溶融池のガスのあたりが悪くなってブロー入ります
厚板は少し下向けるくらいが肉を溜めやすいのでこちらを推奨する!
一層目
基本的に一層目は超肝心です。
ここミスったらやばいです。
製品でも一層目ミスったらおしまいですからね。
まずは条件から。
- 電流 180A
- 電圧 23.6V
あくまで私の条件なので参考までにお願いします。
運棒ですが小刻みに振る感じですかねー。
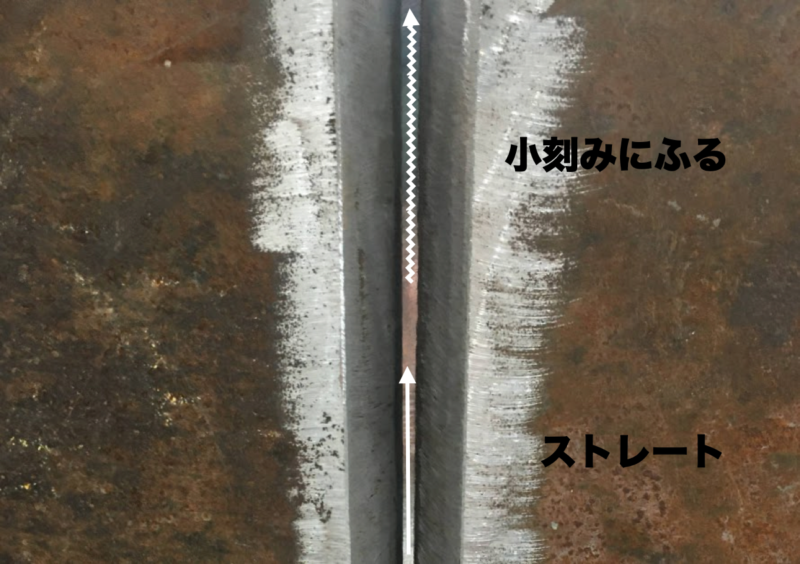
ストレートでもいいですけど振った方がベターっと綺麗になる気がします。ビードはこんな感じ。

この時点で16ミリくらい開先残ってるね
あんま気にせんでイイけど参考までに

二層目
二層目以降は開先の際をよーく沸かすこと
肉がなるべく平になるように溶接するのがポイント
電気はそのままでOK
少し上げてもいいかもしれんけどお好みで
- 電流 180A
- 電圧 23.6V
しっかりと開先の際を沸かしましょう!下向きと同じですね!
ウィービングは水平に振るより若干半月上に振ると肉がベターっと、つきます。
そんなん言われてもよーわからんで
こんな感じ
ちょっとわかりづらいかなー

まー、キレイにつけばどちらでもOK!
色々試してください。
基本立向はビードが、凸状にならないように、肉を置きましょう。
ビードはこんな感じ。

もっこりビードになると次の溶接で際が湧きにくくなるので欠陥の原因になります。
試験はグラインダー使えんからな
いつもは親友なんやけど

二層目終了時点で12ミリくらい残ってるね
三層目
中板やとここで終わりやけど厚板はまだまだ盛るで
電気は特にいじらんでもOK
- 電流 180A
- 電圧 23.6V
三層目のポイントですが、沸かすのはもちろんのことビードの高さを均一に揃えることがポイントとなります!
盛りすぎてもダメ、高さ不足もダメです。
ここミスったら仕上げまですごーくやりづらくなる
とにかく一層一層確実に高さを揃えていかないかん!
まー、高さは個人の盛り方で変わると思いますので、自分がこれや!という高さで均一に漏れるように練習しましょう。繰り返練習するのみですね。
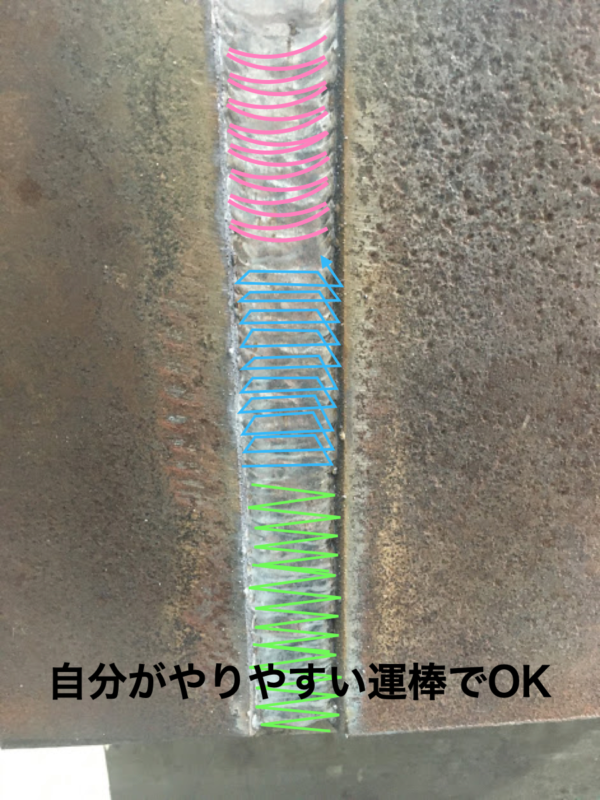
運棒ですがちょっと三角か台形に動かして盛り上げていく感じですね。
またわかりづらいな!
こんな感じや!

まー、これも人それぞれなんでやりやすいように。
三層目はこんな感じ
ここで一気に溜めて盛り上げるイメージやな

あと5ミリくらいやなー

四層目
さー、仕上げ前!
テンパイですよ
ここで仕上げ層のやりやすさが決まるで!
気合いれていきましょー!
電気はそのままでOK
- 電流 180A
- 電圧 23.6V
下向きと同じで仕上げ層がやりやすい高さになるよう盛り上げてください。
ポイントは、三層目と、同じ感じ。運棒は台形に盛り上げていく感じです。水平ウィービングでもきれいにつけばOK!
開先が1ミリ残るくらいに均一に盛り上げましょう。

口で言うのは簡単やけどやっぱ難しいな。
自分も完璧には程遠い
普段厚板やらんけんダメやな(言い訳)
4層目、仕上げ前のビードや!

あと1〜2ミリ!
この位が理想なはず!

仕上げ層
いよいよ仕上げ層です
長々とお付き合いいただきありがとうございました
さー、この層で終わりです。ここまで幅が広いと2パスで分ける方もいますね。
私はワンパスでいってます。
- 電流 160A
- 電圧 23.4V
仕上げは少し電気を下げます。外観なんてどーでもいいわい!って人はそのままいきましょう。
個人的にはやっぱ仕上げ層は少し電気を下げた方が綺麗につけれる
低い電気でゆっくり行ったほうがやっぱやりやすい
実戦はなかなかそうはいかんけどね
で、ここまでガンガン溶接してるとかなり試験片が熱くなってると思います。
まー、母材が熱いとやっぱ垂れやすいんですよ。
焦って溶接して仕上げで垂れまくったらもったいない!
そんなもんどうしようもないやろ。
まー、ノズル掃除したり、ちょっと休憩したりして時間潰してください。5分くらいですかねー。
あくまで試験なんで合格するのが目的なのです。
早く帰りたい人はそのままいっちゃってください笑
そんまま行ったからってなんとかなりますから大丈夫!
運棒ですけど、水平にふっていけばイイと思います。
余盛りが足らん気がしてきたら、少し溜め気味にいくか、若干台形に降るか(3、4層目みたいに)すればイイと思います。
で、ビードのど真ん中が凹みやすいんですよ。

個人のクセもあるんですけど、対策としては半月状に降るか、真ん中で一瞬止めるかですかね。
少しくらい凹んでも外観は通るんでOKです。
仕上がりはこんな感じです。

あんまうまくないな。
いやー、上手い人まじでうまいですからね
頑張ります!
まとめ
長々と解説させていただきましたがどうだったでしょうか?
要点まとめましょう。
- 試験片のギャップは確実に取る
- 試験片は逆歪をとる
- 自分のやりやすい電気を見つける
- 自分に合った運棒方法を見つける
- コツをつかんだらひたすら練習する
結局ひたすらやるしかないのね
溶接に近道はなーい!
ただ、闇雲にやるよりポイントおさえてやるのは効率が違うはず!
今はデジタルの溶接機が普及してるし、電気がわからんということもないやろ。
練習すれば絶対できるようになる!
うまくいかーん!!!
もし質問等あれば個別にお答えしますのでコメントかお問い合わせいただければお答えさせていただきます。
少しでも参考になれば幸いです。機会があれば厚板のパイプや、SUSの半自動の試験攻略も記事にしたいと思います。
最後まで読んでいただきありがとうございました。


コメント