

どうも、ナカケンです。
すみ肉溶接のコツの記事なんですが、大幅に加筆、修正しております。 また、①、②と分けておりましたが、今回修正に伴い統合しております。 更に、内容充実しておりますのでご一読いただければありがたいです。
今回の記事ですが
半自動溶接のトーチ操作のコツ、すみ肉溶接編
になります。
いやー、すみ肉溶接
簡単なようでなかなか奥が深い。
ビシッと一直線なビードを見るとしびれてしまいます。

こんくらいじゃしびれんけどな。精進します!
今回の記事を読めば、
- すみ肉溶接のコツ
がわかります。
闇雲に練習するよりも、理屈を理解してやるのがうまくなる近道!
しっかり要点を抑えましょう!
ではいきましょう!
すみ肉溶接のコツ
すみ肉溶接のポイントだが
- 適切な溶接条件
- 適切なトーチの角度
- 適切なトーチの高さ
- 適切な狙い位置
- 適切なスピード
などが挙げられる。
順番に解説していこう。
ちなみに一般的なT継手、開先無しの条件になります。
溶接条件
まずは基本の『キ』
溶接条件である。
まずは電気をビシッと合わせんとな!
電気の合わせ方はこちら
溶材をDW-Z100やSF-1などのフラックス入りワイヤとすると、脚長5〜6程度であれば、250A、28〜29Vくらいではなかろうか?
好みの電気は個人差があるので参考程度に。
電圧の大小でビードはこんな感じになる。
| 電圧 | |
| 高い | 大粒のスパッタが出やすい ワイヤが浮く感じでパタパタ音がする ビードは凹み気味になる |
| 低い | ワイヤが突っ込む感じでパンパン弾く ビードが凸気味 溶け込みは深い |
すみ肉溶接で電圧を上げすぎると、ベターとだらしないビードになる。
パット見脚長がでかく見えるが、ゲージで測ると立板側に全然肉がついていないことがある。
脚長不足でハネられるので要注意だ!
トーチの角度
電気を合わせたら次はトーチの角度だ。
トーチの角度はかなり重要!やりづらい場所でも適切な角度をキープできるようになろう!
トーチの角度だが進行方向に対しての角度と、母材に対しての角度がある。
両方とも適切な角度を保たないと、スパッタだらけの、汚いビードになってしまう。
両方とも確実にポイントを押さえよう。
進行方向についての角度
結論から言おう。
ベストな角度は±10°くらい

個人的には後退法で引っ張るのが好きなのでやや後ろに傾けている。
まー、±10°くらいをキープできれば問題ないはずだ。
施工箇所によってはきつい場合もあるがいい角度をキープできるように頑張ろう。
前進法、後退法についても解説しておこう。
前進法:進行方向に対して前方向にトーチを向けて溶接するのが前進法

- 狙い位置が見えやすい
- 溶接中のビードがどうなっているかわかりづらい
- ビードが平坦で凹み気味
- 溶け込みが浅い
- 前方にスパッタが飛びやすい
後退法:進行方向に対して後方向にトーチを向けて溶接するのが後退法

- 狙い位置がわかりにくい
- 溶接中のビードがどうなっているかわかりやすい
- ビードが少々凸気味
- 溶け込みが深い
- スパッタの飛散は比較的少ない
押すのが前進、引っ張るのが後退と覚えてもらえばOK!
ふと疑問なんですけど、前進と後退どっちがいいんですか?
開先の中埋めるんやないなら±10°くらいをキープできればどっちでもいいと思う。
個人的には後退法で引っ張るのが好きかな。
初めのうちは狙い位置見える前進がやりやすいと思うけど、どっちもできるようにならないかんで。
多層盛りの時なんかは引っ張ったほうがやっぱやりやすい。
品物によっては、ねじれ防止や、変形防止のため、溶接の進行方向が支持される場合もよくある。沸かせばいいってもんでもない。
ひずみを考えて溶接してこそプロフェッショナルではなかろうか。
結論、両方できるようになりましょう!
母材に対しての角度
続いて母材に対しての角度。
下板、立板に対するトーチの角度です。

脚長6と仮定すると30°〜45°くらいが適正でしょうか。

教本などには50°〜40°と記載してあるけど、やっぱ少し寝かせたほうがいい気がする。個人差もあるので自分のベストを見つけましょう!
ちなみに、
角度が大きすぎると下板の方にばかり肉がついてしまうため上側が脚長不足になりやすい

角度が小さすぎると、立板側にアンダカット、下板側にオーバーラップが発生しやすい

適正な角度をキープするのがポイント!
トーチの高さ
次にトーチの高さです。
ポイントはアーク長を一定に保つこと!
これはどんな溶接法でも溶接の基本になる!
半自動はチップ〜母材感の距離で決まる!
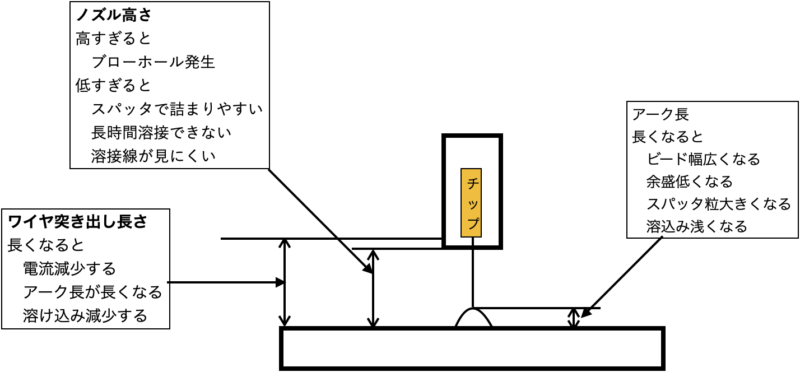
ちなみに、アーク長が長すぎると、電圧が過大のような状態になり、パタパタと音がする。
溶け込みも浅くなり、ビード外観も乱れるのでNGだ。
近すぎると、ブジュブジュ突っ込む感じになり、これまたビードが安定しない。
何度も言うが、
適正なアーク長を保つ!
ノズルの高さを10〜25ミリくらいに保てばOK!
低めの電気で上るときなんかは、特に気をつけないかん!
アーク長、長いと全然電気が合わんで。
すみ肉溶接時の狙い位置
次に狙い位置。

立板側から0から2ミリ程度離れた下板を狙います。
間違っても立板側を狙ったらいかんよ。
立板側にアンダカット、下板側にオーバーラップが発生する原因になる。

溶接速度
次に溶接速度。
とにかく一定の速度で溶接するだけ!
いやー、口で言うのは簡単やけどほんと難しい。
〇〇cm/minと言われても自分が今どのくらいの速度で溶接しているよくわからんし、このスピードでやれって言われても無理な話だ。
スピードメーターついてないしね。
一般的には下向きや水平隅肉で30〜50cm/minくらい、立て向き上進で15〜20cm/minくらいらしい。
ちなみに溶接速度の出し方は
溶接速度=溶接長さ/溶接時間
で求めることができる。
100cmの溶接線を5分かかって溶接したら
100cm/5分=20cm/min
となる。
ちなみに、3分30秒だった場合は
100cm/3.5分=28.57cm/min
となる。30秒は一分の半分なので0.5分になる。
ここ勘違いしやすいので要注意!
わかりにくい時は秒に換算して60で割るとOK。
3分50秒=230秒
230秒/60=3.83分
といった具合だ。
cm/minが一般的なのでいつものミリで計算すると答えがおかしくなるので単位換算はきっちりやること。
入熱量を求めるときに溶接速度は必要になるので覚えておいて損はないぞー!
とにかく
一定の速度で溶接する!
これだけだ!
一定の速度で溶接するコツ?
もう、炊きまくって体に覚え込ませるしかない。
こればっかりは溶接にかけた時間=技術ではなかろうか。
下の溶接むっちゃきれいやろ?
(ちなみに自動でやってます(*´ω`*))

まとめ
すみ肉溶接のコツをおさらいすると、
- 適切な溶接条件
- 適切なトーチの角度
- 適切なトーチの高さ
- 適切な狙い位置
- 適切なスピード
これらすべての条件を一定に保つ!これだけだ!
根性論みたいになるけど、とにかく炊きまくって体に覚え込ませるしかない。
いつも言っているが、闇雲に練習しても効率が悪い。理屈を理解してやるのとでは上達のスピードがぜんぜん違うはずだ。
今回の記事で述べたポイントを押さえればきっとうまくなるスピードも早くなるはずだ。
あとは、上手い人の真似をしたり、上手い人に自分の溶接を見てもらうこと!
自分一人で試行錯誤するのもいいが、はっきり言って聞いたり見たほうが早い!
恥ずかしがらなくていいぞみんな。
溶材を工夫するのも一つの方法としてある。
隅肉用ワイヤーという素晴らしいものがあるのだ。
全姿勢のZ100やSF-1と比べると、のど厚が出やすくビードの形状もビシッとしていい感じである。また、溶着量多めなので3割増しくらいで溶接が早い気がする。隅肉が多いときはかなり効率化ができると思う。隅肉ワイヤについては別途熱く語りたいと思う!
今回の記事が少しでも役に立てば幸いである。
最後まで読んでいただきありがとうございました。

コメント