


ナカケンです。今回本職の仕事がボチボチ忙しなってきて毎日アークを出してるわけですが、新シリーズといたしまして今日のビードをお伝えしていきたいと思います。
最近公私ともに忙しく、下書きしてから公開までに2周間以上時間が空いてしまいました。まだ仕上げ途中なのですが、一旦公開したいと思います。
後日、加筆、修正しますのでご了承ください。
他にも半端な記事が眠っているのでマイペースに更新したいと思います。
今日のビードだと?
何やそれ?って話ですが、私の今日の溶接をただ記録し、お伝えするだけの内容です。何のためにもならない可能性もあるため、需要ないかもしれませんが興味のある方はご一読いただければと思います。
インスタでいーじゃねーかとも思いましたが、あちらはあくまで写真がメイン。当ブログではもう少し掘り下げて解説したいと思います。
今日のワンコみたいにさらっと見ていただければ嬉しいです。それではいきましょう。

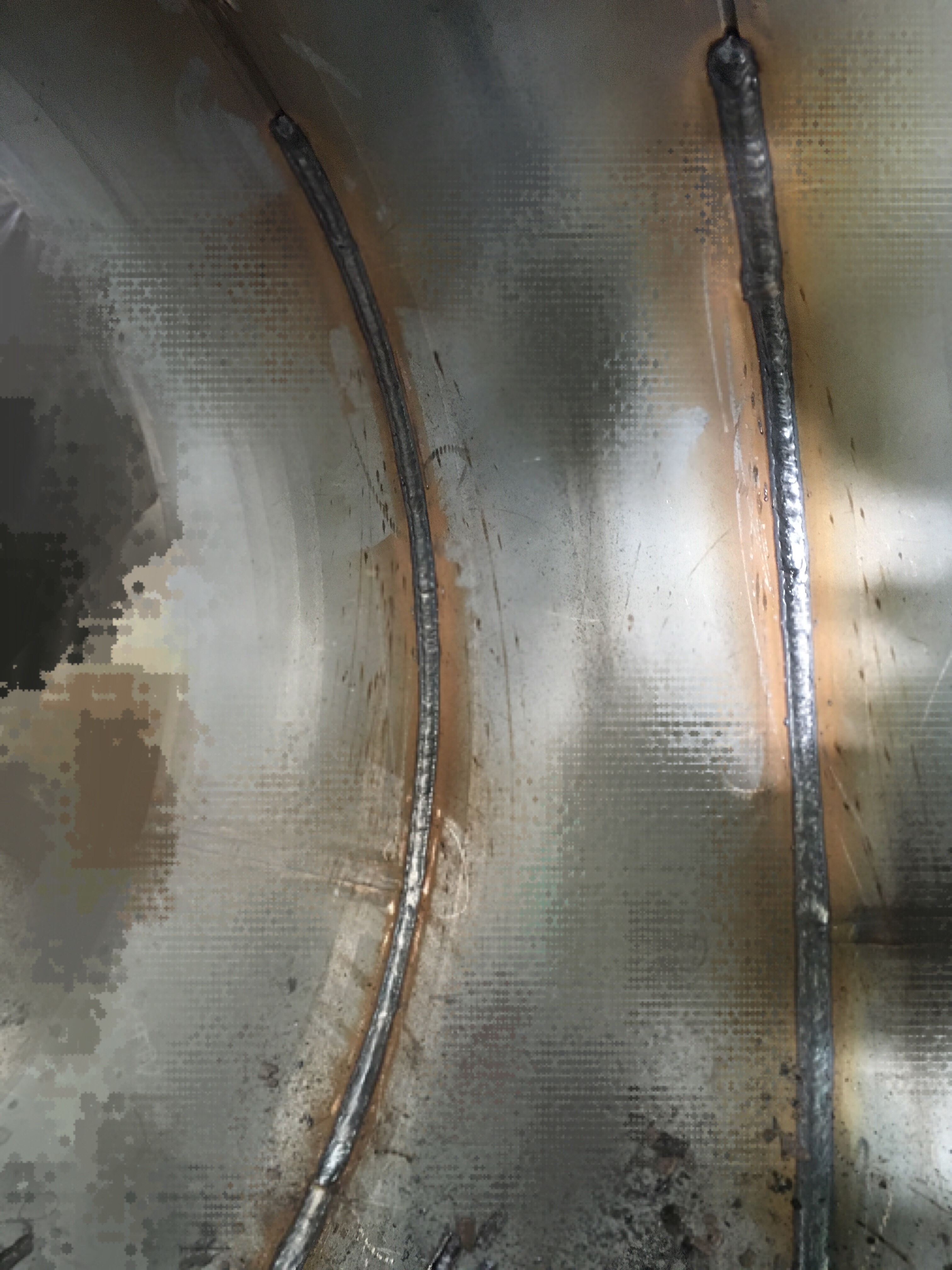
ご覧の通り、鋼管の周溶接です。エビ管や、エルボみたいに角度がついてるので、ターニングロールは使用できません。
使えないこともないですが、直管と違って、途中で回転が止まったり、シーム数が多くシーム間隔が狭いためローラーを溶接で焼いたりするので私は使わない派です。
その都度溶接止めてターニングロールに載せ直したり微調整が必要なので段取り変えを考慮すると、速度的には大して差はないと思います。慣れないうちはいいポジションで溶接するように使うのは全然ありだと思います。
無理して欠陥入れたら意味ないので。私は下半分180°溶接し、その後反転して、残り180°溶接。そのまま外面の上半分180°裏はつり後、溶接。
反転して残り半分を裏はつり、溶接としています。
今回は、板厚が、6ミリです。わかる人には、わかると思いますが6ミリのフルペネは非常にやりづらいです。
なぜかといいますと、内側を半自動一層で仕上げると、外側からの裏はつりがどうしても深くなってしまうんですよ。そのまま外側半自動で行くと溶け落ちそうなくらい深くなるんですね。下向きならまだしも、立向上進の姿勢だと入熱が大きくなってズボズボ抜けます。
一層TIG入れたりする必要が出てくるわけですね。それも1つのやり方とは思いますが、裏はつりは極力浅い方がいいですし、TIGで一層入れると入熱も半端ないので、出来れば避けたいところです。
じゃー、どうするか?内側二層入れる方がいいかと思います。TIGの方が盛り方コントロールしやすいんで楽かとは思いますが時間もかかるし、熱も余計に入ります。溶接長が長いと余計に影響受けますし、私は半自動で、一層捨てビード入れて、仕上げ層置きやすいように、グラインダー仕上げするようにしています。
今回インスタのフォロワーさんからもご教授いただき、私的にはこのやり方がよいとの結論に至りました。この場を借りてお礼申し上げます。ありがとうございました。


内面溶接します。溶接ワイヤー DW-Z100、電流190A、電圧24V。下向きから上方向に上っていきます。60°くらい上ったら、クレータ電流に切り替えて溶接します。170A、23V程度。そのままでもいけるのですが抜けたら面倒なので私は無難に電気を下げております。

ポイントですが、スタートからしばらく下向きになるわけですが、下盛りが低いと余盛り不足になりやすいです。
無理そうだったら、スタートの位置から20°の位置くらいまで一層入れましょう。次の溶接が乗せやすいようグラインダーでU字に仕上げてください。
また、突き合わせの上り溶接は板が薄いほど、ビードの際にアンダカットが入りやすいです。両端では確実に止めてください。また運棒が遅いと垂れます。また6ミリだと抜けます。リズムよくパッパッパと上ってください。
溶接中態勢がきつくなってきたら一回アークは、切ってください。つなぎは前のビードの、クレーター部はグラインダーできれいに仕上げてから再スタートしてください。
アークを切ってすぐ、クレーター部が赤いうちはそのまま溶接しても大丈夫だと思いますが、タイミングは一瞬ですので慣れないうちは素直にグラインダー入れてください。片側90°溶接したら反対側の90°です。
スタートするときは前のビードのスタートはグラインダーで滑らかに仕上げてからスタートしてください。溶接のクレーター部は今の段階でグラインダーで滑らかに仕上げておきます。スパッタや、ビード不整などがあれば手入れします。
レントゲンを撮る場合は少しの母材キズなどもフィルムに写ってしまうので、入念に手入れします。検査屋によってはビードをビカビカにドレッシングを要求されたりもしますので大人しく指示に従いましょう。反転し、同じ要領で溶接します。前の溶接と重なるところですが、凹みやすいので、アークを何回か切って凹まないように処理します。
内面の、溶接が完了したらガウジングで裏はつりします。

板厚が厚ければ掘りまくってもいいのですが6ミリです。慎重に掘りましょう。内面をきちんと溶接していれば3ミリくらい掘れば欠陥はなくなるはずです。内面の、溶接が悪いとはつりが深くなり、外面の溶接が非常にやりづらくなります。もし、ブローなどが除去できなければ、無理してガウジングで掘らずにグラインダーで掘る方が無難です。6ミリしかないので貫通するのもあっと言う間です。掘り過ぎたとこは局部的に中入れを行ってください。

TIGでやるか半自動でやるかは人によって分かれるとは思いますが、半自動の流しはやめましょう。もう裏はつりしませんからね。半周裏はつりが終わったらそのまま溶接します。
無駄に反転しないため。
特別な指示がある場合は除きます。外面はスタート位置が1番角度的にきつくなるので、私はクレーター電流でしばらく上っています。6ミリだとすぐ抜けるんですよ。45°くらい上れば本電流で溶接しても大丈夫。ビードが凸になるようであればもう少しクレーター電流で上りましょう。

ここもてっぺんから20°くらいが下向きの姿勢になりますが、余盛り不足になるようであれば、先にその範囲だけ中入れしてください。
溶接後は滑らかにグラインダー仕上げし、その上からそのまま溶接してください。これで余盛り不足は防げるはずです。半周溶接後手入れします。反転し、残り半周を裏はつりします。前の溶接のスタート位置があると思いますけど10ミリくらいはつったほうが無難です。意外とあるんですよねここに欠陥が。同じように残りを溶接します。手入れして溶接は完了です。

ポイントとしては内面溶接と同じですね。
とにかく裏はつりを深く掘らないようにはどうすればいいか意識して溶接しましょう。
以上今日のビード第一回目でしたが書いていたら予想以上に濃くなってしまいました。こらインスタじゃ書けないよね。まー、皆さんの溶接の参考に少しでもなれば幸いです。
今回は板厚6ミリの円周突き合わせ継ぎ手フルペネについてでした。
今回の円周の溶接は試験で言えば水平固定管の姿勢になります。ひたすら立向でもないのでコツを掴めばそこまで難しくないと思います。
反転できない場合は別ですが。
ただ、下向きや、斜めに上る姿勢が混在するためトーチの角度などはそれに合わせてずっと適正な位置を保たなければなりません。
上りの姿勢では肉が乗せやすいため一発で仕上げる場合でも、下向きの姿勢ではそうはいかないことはよくあります。姿勢の違いで層数が一層増えたりは全然あることです。
今回は半自動FCWでの溶接についてです。各職場のやり方があると思います。アークでやる場合、TIGでやる場合、半自動ソリッドワイヤーでやる場合などが考えられます。1つのやり方として参考になれば幸いです。
それでは皆さん、よい溶接ライフを!
コメント