


ナカケンです。
今回はいよいよ完全溶け込み溶接実践編になります。
少しでも参考になれば幸いです。
完全溶込み溶接、実践編
板厚は19mm。裏当て金無しで、裏はつりを行うものとします。
設計によって色々あるとは思いますが開先形状はX開先、溶接姿勢は下向き、溶接方法は半自動溶接とします。
![]()
溶接する前に
開先の形状、清掃状況はよいか?
確実に除去してください。
場合によってはガスで焼くなどの処理も必要になります。
スパッタ防止剤も開先内部に入らないようしましょう。
溶接材料はよいか?
溶接ワイヤーですが、各職場で違うと思いますが、ソリッドワイヤー、フラックス入りワイヤーどちらも扱えるようになりましょう。私がいつも使用するのがフラックス入りワイヤーなので今回はフラックス入りワイヤーを使用するものとします。
神戸製鋼製であればDW-Z100、日鉄製であればSF-1が有名ですね。
溶接機に不具合はないか?電流、電圧の調整はよいか?
捨て板にアークを出して確認しましょう。溶接機がフルデジタルでしたら数値で管理しても問題ないとは思いますが、一回アークを出して確認するのが確実です。
開先内部でパンパン弾いたりしたら目も当てられませんので。
エンドタブの取り付け
溶接前に端部にはエンドタブをつけましょう。
要するに溶接線上にスタート部とクレーター部があるのはあまりよろしくないんですね。
適切に処理すれば大丈夫かと思いますが断言はできないので、エンドタブを使用するのが無難です。
端部の溶け落ちも気にする必要がないので溶接はやりやすいですよ。
本溶接
段取りが終わったら溶接です。
個人差あるかと思いますが、表側の溶接は三層仕上げになると思います。
表側一層目
まず一層目ですが、裏側より裏はつりを行うため、一層目はあまり盛り上げない方がいいと思います。諸説ありますが、
などと、文献には書いてあります。
ご法度(30)
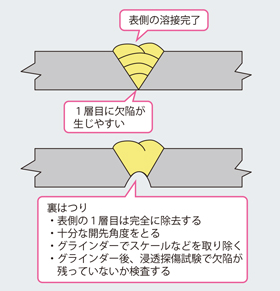
裏はつりでは
1層目のビードを残すのはご法度!表側の溶接が終わり裏側の溶接を始める前に、裏側の開先を取り直す作業を行います。これを「ガウジング」と呼びます。アークエアを用いることが多いようです。
ガウジングは開先を取り直すと同時に、表側ビードの1層目を取り去ることも目的です。
表側ビードの1層目は、どうしても欠陥が出やすいので、それを除去する必要があります。
出典:神戸製鋼ぼうだより技術がいど
運棒ですがストレートで、一定の速度で溶接します。
溶接長が長くビードを継ぐ場合は、クレーター部をグラインダーで彫り込んでからビードを継ぎます。
そのまま溶接しても欠陥が入らないかもしれませんが、ビードの繋ぎ目はグラインダーで処理した方が無難です。
表側二層目
三層で仕上げる場合、ここで仕上げ前まで肉を上げます。テンパイとか言う人もいますね。麻雀からきてるんでしょうか?
表側二層目以降の溶接で欠陥を入れてしまうと、裏はつりするときにボロボロ欠陥が出てきます。
溶け込み不良、融合不良が発生しないよう確実に沸かしましょう。
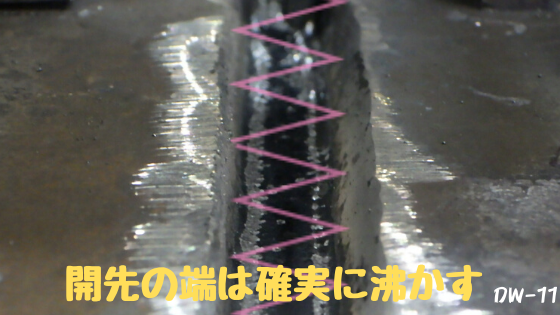
開先の端は溶け込み不良が発生しやすいので注意しよう!
運棒はストレートか、軽くウイービングしてもいいでしょう。
開先内部でビードか凸にならないようビードを、置いてください。
凸型になると溶け込み不良が発生する原因となります。
凸型になってしまった場合グラインダーで平坦になるよう磨きましょう。
もし高さが足りないなーと思ったら、仕上げ前にもう一層入れます。
その際の注意点ですが、中途半端な高さのまま溶接すると、開先が溶けてしまい、仕上げ層を溶接する際に非常にやりづらくなります。
グラインダーで擦りまくってもいいので、その都度適切な高さに調整してください。
慣れるまでは溶接だけではなかなかうまくできないと思います。スタートはちょうどいいくらいの高さなのに、途中から明らかに高さが足りないこともあります。
途中手を抜いてそのまま溶接すると収集つかなくなりますので、一層一層、全線にわたって高さが同じになるよう心がけてください。
実戦あるのみです。
表側三層目(仕上げ層)
さあ、いよいよ仕上げ層です!
仕上げ層はウイービングして確実に開先の端を沸かしましょう。
ウイービングのポイントですがギザギザのピッチが荒いとビードの波も荒くなり欠陥も入りやすくなります

また、端で止めすぎるとオーバーラップ、溜めが足りないとアンダーカットの原因になります。
ウイービングの振り幅ですが、一般には
ノズルの幅くらいまで!
とよく言われます。広く振りすぎると欠陥が入る原因になります。
非破壊とらないからって手を抜いちゃダメですよ!
フルペネの指示があるなら検査されてもいいように溶接するのがプロだと私は思います。
これで表側は終わりです。
続いて裏側の溶接に入ります。
裏はつり
裏はつりについて詳しくはこちら
反転して下向きで裏はつりを行います。
ガウジングすると筋が見えてくるので、無くなるまでガウジングではつります。
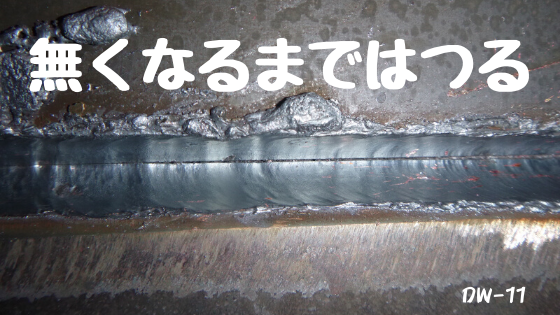
板厚の半分くらい掘ればまあ、大丈夫でしょう。キズの掘り残しが無いように確実に裏はつりは行なってください。

グラインダーで研磨後、必要に応じてPTや、MTを行い欠陥が除去されていることを確認します。
溶接作業要領書や、客先指示で裏はつり後の非破壊検査が管理項目にあげられている場合もあります。場合によっては写真も要求されるため、溶接作業前には確認しましょう。
特に指示がなければ非破壊検査する必要もないとは思いますが、この辺は職場のやり方や個人の考えによるところが大きいので、なんとも言えません。PTしたから欠陥が出ないわけではないです。
検査の時間もかかりますしね。
UTや、RTで合格すれば問題ないですからね。
何回もいううけど裏はつりは大事!手を抜かないようにしよう!
裏面も三層仕上げでいいと思います。
裏側一層目
ここからは欠陥が入ることが許されません。特に裏はつり後の一層目は気合を入れて溶接しましょう!
ガウジングで掘ったあとなので、開先形状がU字になっています。一層目の際に溶け込み不良が発生しやすいので、しっかりと端を沸かすイメージで溶接しましょう。凸ビードにならないようビードを置いてください。凸になったらグラインダーで平坦に仕上げます。
裏側二層目
仕上げ前です。開先表面より1〜2ミリ程度まで肉をあげます。しっかりと端を沸かすイメージですね!
裏側三層目
仕上げ層です。表側と同じ要領ですね。ウイービングして、綺麗なビードを置いてください。
ガウジング後の開先幅が広くなりすぎたら無理に1パスで仕上げないで、2パスで仕上げましょう。欠陥の原因になります。
溶接が終わったら
溶接後、ガスや、ガウジング、グラインダー等でエンドタブを除去し、仕上げます。非破壊検査がやりやすいよう手入れはしっかりと行ってください。特に表面のスパッタがあるとUTの時邪魔ですし、打ちキズ、グラインダーキズなどもRTでは写ってしまい、撮り直しとなることもあるため、必要に応じてグラインダーでドレッシングしましょう。
後は何をしようが結果は変わらないので、検査結果を待ちましょう。検査待ちの時間。嫌ですよねー。
早く結果教えてよ!
って言いたくなるけどじっと我慢です。
無事合格なら電気屋さんとしての職務は果たしました。帰宅後祝杯をあげましょう。

不合格だった場合ですが、大人しく補修しましょう。有資格者が検査してそこに欠陥があると判断したのです。
なりふり構ってられません。補修しましょう。逃げてはダメです。直した分だけ上手くなるはずです。2回くらいは自分で挑戦しましょう。
それ以上はドツボにハマるので他の人にお願いした方がいいと個人的に思います。缶コーヒー持って師匠にお願いしてください。

飲みたくなる気持ちはわかる。でもやけ酒はダメだよ。

補修溶接の方法ですがまたの機会に説明できればと思います。
おさらい
- 段取り、前処理は手を抜かない。
- 各層毎に高さは揃える。
- ウイービングする際は両端で止まり確実に開先の際を沸かすこと。
- 裏はつりは確実に行うこと。
文章で表すのも難しいのですが、とにかく自分からどんどん挑戦してください。
もしダメだったらなぜダメだったかを考える。
これを怠らなければ今日より明日はうまくなるはずです!
ではでは。
ご安全に!
コメント